


With the new normal development of the textile industry, the market competition is extremely fierce, and the requirements for the quality of textile products are getting higher and higher. Downstream customers often complain about the textile factory for quality problems and defective products after production, dyeing and finishing. The thorny problem that perplexes spinning mills is the analysis and treatment of fabric rungs, which is complicated.
At present, there is no testing institution in China to make a conclusive judgment on the quality of the crosspiece cloth. It is easy to analyze the cross piece and cloth surface of woven fabrics, but it is difficult to analyze and judge the causes of the cross piece and bar defect of circular woven fabrics. Exploring and mastering the causes of the formation of relevant fabric rungs and their analysis methods will help the production management of all links in the industrial chain, and provide reliable objective factual basis for reducing the occurrence of rung defects and avoiding unexpected economic losses.
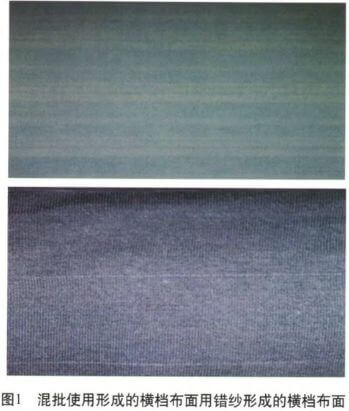
Characteristics and harm of fabric rungs
Bars with inconsistent color and color appear on the surface of natural grey cloth or after dyeing and finishing. The characteristics of circular woven fabric rungs are mostly regular bars. The cloth bar at the abnormal place is composed of one or more yarns. There are certain differences between the yarn at the rung and the yarn at the normal cloth surface in terms of color difference, thickness, composition, twist, hairiness, coil, density, elastic yarn tension, etc. The reasons for the formation of circular woven fabric rungs include yarn, circular machine manufacturing and dyeing and finishing.
There are many situations such as wrong manufacturer, wrong variety, fluctuation of raw material receiving batch, uneven cotton mixing, not using in the order of production time, mixed batch use of yarn or spandex yarn, and uneven yarn feeding tension of circular machine. The number of defective round woven fabric rungs is generally large, with a few pieces of cloth at least and dozens of pieces at most. If the downstream process is not used in time, the consequences will be more serious. The damage caused by the defective fabric of the crossbar is great. In addition, the cost of inferior products is much higher than the value of the original yarn, even more than double the value of the original yarn.
Round woven fabric rungs are inferior and difficult to repair. Because there are many cycles between the cloth and the veil Road, the spacing between the rungs is only about 3cm-5cm, so it is impossible to cut, and the color fading and color changing treatment will also generate a lot of costs. Master the causes and analysis methods of fabric rungs, and find out the objective and real factors that cause defective rungs, so as to prevent and reduce the occurrence of rungs defects and reduce unexpected economic losses.
Reasons for the formation of fabric rungs
① Factors such as the origin, batch, color, whiteness, performance, cotton maturity and micronaire value of spinning raw materials will cause fabric rungs due to the quality difference of raw materials.
② The transition batch processing of raw materials is improper, especially when the quality of raw materials in the batch is different from that in the previous batch, the longer the transition time, the smaller the increment of raw materials in the batch, and the less the probability of causing fabric rungs, and vice versa.
③ The uneven mixing of raw materials of different origin, different batches and different specifications, and the uneven mixing of raw materials of different components of blended varieties will cause fabric rungs.
④ There are generally two ways of mixing raw materials: package mixing and strip mixing. Strip mixing is more accurate than package mixing and fiber mixing. However, to control the weight unevenness of carding sliver, if necessary, the blending process is an important factor to control the accuracy of blending ratio.
⑤ When packing on the cotton table, pay attention to the uniform packing, cutting and filling. In particular, the cotton rolls at the head and tail of the package are easy to be mixed unevenly and should be used for unwinding. The rewinding, rewinding and rewinding shall be uniform in the longitudinal direction. The cotton catcher shall grasp the cotton frequently and less, and keep the operation rate of the cotton catcher above 92%.
⑥ When the mixed cotton mode of raw material package is implemented, when there is no multi bin cotton mixer, the secondary coiling shall be implemented if necessary. The primary coiling of the upper, middle and lower layers of the cotton platform shall be classified and discharged evenly to make the mixing of different fibers more fully and uniformly; Or add a cotton mixing process to pack the pre mixed raw materials, and then put them into the bag grabbing machine to enter the flower cleaning process.
⑦ When the mixed fiber mode is implemented, the feeding position of the sliver of different fibers shall be fixed and consistent, and the position structure of various fibers in the sliver shall be kept the same.
⑧ When producing multi-component blended varieties with more than 3 fibers, the combination of package mixing and strip mixing can be adopted. After some fibers are selected for package mixing into strips, they can be mixed with another part of fiber strips to ensure uniform mixing of multi-component fibers.
⑨ To produce the same variety, arrange the production of the same type of equipment, maintain the consistency of the process, and avoid the difference of cotton yarn quality caused by the difference of the model and the inconsistent process. Different types of equipment produce the same variety of cotton yarn and mix it on the same circular machine. Due to certain differences in the weight deviation, twist, evenness and hairiness of the cotton yarn, there will be rungs on the cloth surface, especially for light and thin fabrics.
⑩ When the weight deviation of cotton yarn is more than 3.5% and above, and the difference of blending ratio is more than 2.5%, and two or more similar yarns are used together, the bleached cloth will have obvious rungs. When the twist difference is more than 4%, the bleached or dyed cloth will also have a cloth cross.
⑪ All kinds of equipment shall be clearly distinguished during use. All kinds of finished products and semi-finished products shall be stored by classification. It is strictly prohibited to mix, mix and mix, and put an end to the cloth rungs caused by the quality accidents of wrong support and wrong varieties.
The factors causing the crossbar of circular woven fabric in knitting factory
① It is not used according to the order of cotton yarn production date, mixed batch and mixed factory. The pretreatment management is chaotic, the quality control of singeing is poor, and the batch and production date are not marked after singeing.
② The operation of the car stopper is poor, the wrong yarn is discharged, the wrong yarn is replaced, the wrong yarn is worn after the end is broken, and the spandex elastic yarn is not patched after the wire is broken.
③ The equipment is in poor operation status and the equipment commissioning status is poor. The sinker, the sinker triangle and the needle triangle are seriously worn, and the needle cylinder has poor roundness.
④ Improper yarn tension of the barrel yarn leads to regular cloth rungs, and poor state of the yarn feeding tray and yarn feeder of the circular machine will cause cloth rungs with wide spacing.
⑤ In the process of using spandex elastic yarn, there are missing, broken, reversed and double wires. The size of the spandex yarn bobbin on the same round machine is inconsistent and the difference is large, resulting in inconsistent tension of the spandex yarn. The fabric rungs with regular and wide spacing are closely related to the uneven tension of spandex yarn on circular knitting machine.
⑥ In the production process of circular knitting machine, the yarn coil size is inconsistent. Where the coil is large, the fabric density will be large, whereas the fabric density will be small.
⑦ The yarn in circular woven fabrics is horizontal, and the longitudinal defects are mostly caused by knitting needles, which generally have no direct relationship with the yarn quality.
⑧ The installation position of the clutch is different, and the yarn feeding speed is different, so it is easy to appear the cloth crosspiece.
The factors causing the rungs of circular woven fabrics in dyeing and finishing plants
① The dyeing and finishing equipment is in poor condition, the pad dyeing rod is eccentric and bent, the roundness is poor, and the printing machine is poorly covered, which will cause the cloth rung.
② The rungs caused by the printing and dyeing stop are not operated carefully, the stop time is long, the rollers stay on the cloth surface, and the color liquid appears imprint. After the cloth surface is dried, the rungs are more obvious.
③ The direct dyeing has not been pretreated or the pretreatment is improper, the dyeing time, temperature, pressure and the proportion of dyeing and chemical materials are unreasonable, and the color of the cloth surface is uneven.
④ The fibers in the cotton yarn are hygroscopic, the moisture regain is inconsistent, the cloth surface is uneven in dry and wet, and the coloring is inconsistent, resulting in dyeing rungs of different depths.
⑤ During scouring, the water evaporates and lacks water, and the dyed cloth surface is partially exposed to the dyeing liquid, and the coloring is uneven. There is no obvious regularity in the spacing of such cloth surface rungs.
⑥ In the process of finishing, improper high-temperature tenting treatment results in fabric rungs with tented teeth. The cloth rungs caused by dyeing and finishing factors generally disappear after fading.
⑦ During the pre drying after the dip dyeing solution, due to the inconsistent drying rate, the dye will shift to different degrees, and the dye distribution on the fabric surface is inconsistent.
Analysis method and operation steps of fabric rungs
① Most of the cloth rungs do not appear on the white grey cloth, and there are horizontal stripes on the cloth after dyeing. Regular single yarn lifting, generally caused by wrong yarn; Regular wide horizontal bar, composed of multiple yarns, is generally caused by fluctuation of raw material quality, mixed batch use of yarns or inconsistent tension of spandex elastic yarn.
② When receiving the cross piece cloth sample, firstly, visually observe the distribution of the bars, and comprehensively analyze the causes of the fabric cross piece through cloth stripping, instrument testing, chemical dissolution and other methods. It is necessary to grasp the characteristics of color difference, and further analyze the factors that cause cloth rungs such as batch mixing, twist, yarn count, wrong yarn and uneven elasticity.
③ Cut a piece of cloth with the same length from the bar cloth surface. After the cloth is removed, measure the yarn length at the bar and the normal position under the natural elongation state. If the yarn length is different, it may be caused by the inconsistent coil size or tension.
④ After the cloth is removed, the twist, count, evenness and hairiness of the yarn at the crosspiece are tested with a spinning test instrument, and the difference between the yarn at the crosspiece and the normal yarn is compared.
⑤ According to FZ / T 01057.4-2007 standard, the spandex yarn in the fabric is dissolved by “chemical dissolving method” and then washed and dried. From the perspective of the remaining fabric with only yarn fibers, whether the characteristics of the rungs are consistent with those of the original fabric can be seen. If the pure yarn sample has no stripes, the rungs caused by yarn factors can be excluded.
⑥ Similarly, the yarn fiber in the fabric is dissolved by the “chemical dissolution method”, and then washed and dried. From the perspective of the cloth surface with only spandex yarn left, it can be seen whether the characteristics of the rungs are consistent with those of the original cloth surface. If the pure spandex yarn cloth surface has the same stripe phenomenon, it can be confirmed that the rungs are caused by the tension problem of the spandex yarn in the knitting factory.
⑦ Observe with a fiber fineness meter, and analyze whether the fiber structure, fiber state and blending ratio in the yarn are changed or abnormal from the longitudinal and transverse sections of the yarn. When slicing, colored wool is used as the medium for fiber isolation. The thickness of the cut section is appropriate and the image is more clear and recognizable.
⑧ Preparation of the solution for dissolving the fiber insoluble spandex fiber of the blended fabric containing spandex fiber and cellulose: first inject 75ml of water into the beaker, then inject 25ml of 98% concentrated sulfuric acid slowly along the glass rod, and then keep stirring to prepare a 40% sulfuric acid solution.
⑨ For cellulose blended fabrics containing spandex silk, the solution method of dissolving the fibers but retaining the spandex silk is as follows: put the elastic cloth sample into a beaker containing 40% dilute sulfuric acid, heat it to 95 ° C in a water bath, and gently stir it with a glass rod. It takes about 30min to pour out the solution, wear rubber gloves, clean the spandex silk cloth sample, and then dry it to check its surface shape.
summary
Because there are many factors causing the formation of fabric rungs, their morphological distribution also has a variety of States, and their concealment is strong and their latency is long. Most of them will be obvious after weaving or dyeing and finishing. There are various methods to analyze the defective fabric of the cross piece, and the analysis process is complicated and complicated. In addition, the cross industry professional technical analysis of the industrial chain is more difficult. Therefore, specific analysis should be made according to the specific situation of the cross piece of circular woven fabric. The exclusion method can be used to exclude items one by one, and finally targeted evidence can be obtained. Although the analysis of fabric rungs is complicated, there are not many kinds of common rungs.
Strengthen the analysis and research of the fabric rungs, understand the causes of the formation of the circular woven fabric rungs and the solutions in detail, master the analysis methods and operation steps, and effectively control the generation of the rungs, and greatly reduce the waste of defective rungs. From the industrial chain, the production links such as raw materials, spinning, weaving, dyeing and finishing, combined with many factors that cause cloth rungs, and in view of the problems existing in the management of raw materials, equipment, technology and operation, strengthen various management work, so that the production of defective cloth will be fundamentally restrained.
Related Article
Rare earth heating fibers
Textile fabric width control
Several types of regenerated fibers that are easily confused.
Read moreSeveral types of regenerated fibers that are easily confused.
Key technologies for double-sided circular knitting machine needle plate calibration
Read moreKey technologies for double-sided circular knitting machine needle plate calibration
How a Circular Knitting Machine Releases and Lowers the Fabric (Shake-down Process)
Read moreHow a Circular Knitting Machine Releases and Lowers the Fabric (Shake-down Process)